Automobile Resistance welding process and quality control
Resistance welding method
- Pressure weldingIt refers to the method that pressure (heating or not heating) must be applied to the workpiece during the welding process to complete the welding. The pressurization can make the two weldments contact closely, and produce certain plastic deformation in the welding position, promote the diffusion of atoms and make them welded together. Heating can further improve the diffusion ability of atoms and refine the grains at the junction. The most common is resistance welding.
- Resistance welding
It is a kind of connection method that the welded metal workpiece is pressed between two electrodes, and current is applied, and the resistance heat generated by the current passing through the contact surface and the adjacent area of the workpiece is used to heat the local part to the melting or plastic state, so as to form a metal combination.
Resistance welding mainly includes spot welding, seam welding, projection welding and butt welding.
- Resistance welding
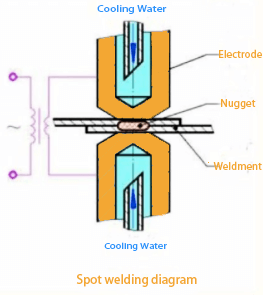
Resistance spot welding process
- Resistance spot welding is a kind of resistance welding method that the workpiece is assembled into a lap joint cooling water head and pressed between two electrodes, and the base metal is melted by electrode resistance heat to form a welding spot.
- When resistance spot welding, the resistance of the contact surface of the two workpieces is large, and the heat emitted makes the temperature of the weldment rise rapidly, and the metal at the place is melted to form a nugget. After the power failure, keep or slightly increase the pressure to make the nugget solidify under the pressure and form the solder joint with dense structure.
Shunt problem of resistance spot welding
- When welding the second solder joint, part of the current will flow through the welded joint of cooling water, resulting in a shunt phenomenon. Shunting will reduce the current at the welding position, resulting in insufficient heating, resulting in a significant decrease in the strength of the solder joint and affecting the quality of the solder joint. Therefore, there should be a certain distance between the two solder joints to reduce the shunt.
- The greater the thickness of the workpiece, the better the conductivity of the material. When there is oxide or dirt on the surface of the weldment, the shunt phenomenon will be aggravated. The improvement of welding quality can be achieved by selecting welding current, power-on time, cooling water electrode pressure, and improving the surface cleaning quality of the workpiece.
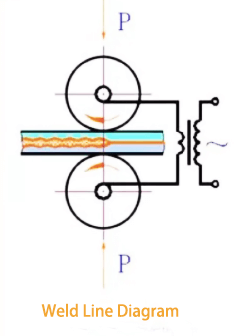
Resistance seam welding process
Seam welding is a resistance welding method that assembles the workpiece into a lap joint or butt joint and places it between the two roller electrodes. The roller pressurizes the workpiece and rotates it, and continuously or intermittently delivers power to form a continuous weld.
During seam welding, the adjacent welding points are partially overlapped with each other, and the sealing property is good. However, the shunt phenomenon of seam welding is serious. The welding current of the workpiece with the same thickness is 1.5 ~ 2 times of that of spot welding. Generally, it is only suitable for welding thin plate structure below 3MN, such as can, oil tank, flue welding, etc.
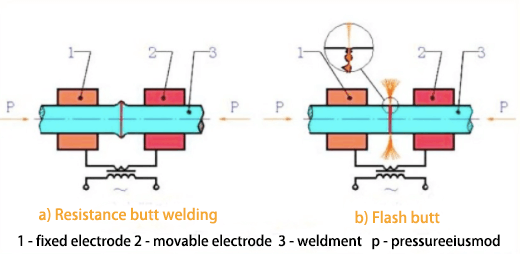
Butt resistance welding
Butt resistance welding can be divided into resistance butt welding and flash butt welding according to different welding processes.
Resistance butt welding process
- The workpiece is assembled into a butt joint so that its end face is in close contact. After being electrified, the workpiece is heated to the plastic state by resistance heat, and then the power is cut off and the upsetting force is applied rapidly to complete the welding, which is called resistance butt welding
- The operation of resistance butt welding is simple and the joint is relatively smooth, but there are higher requirements for the processing and cleaning of the workpiece end surface before welding, otherwise, the end surface heating is uneven, oxide inclusions are easy to occur, and the quality is not easy to guarantee. Therefore, resistance butt welding is generally only used for workpieces with a simple end face, diameter less than 20 m, and low strength requirements.
According to different welding processes, butt resistance welding can be divided into resistance butt welding and flash butt welding.
Yolo provides professional high standard resistance welding consumables – resistance welding electrode (tungsten copper). If you need, please contact us!
